1. Bevezetés
Ezzel a cikk sorozattal a Mesa kártyák világába szeretnénk betekintést nyújtani. A Mesa mellett léteznek más gyártók is a piacon, de ezek a legelterjedtebb kiegészítő és bővítő kártyák a LinuxCNC-t felhasználók körében.
A Mesa I/O kártyák az FPGA technológiára épülnek. Különböző firmware tartalmakat lehet letölteni rájuk. A LinuxCNC alatt jelenleg a HostMot2 meghajtó szoftver szolgálja ki az összes Mesa kártyát. A HostMot2 meghajtó különböző firmware verzióban létezik a LinuxCNC-hez.
2. LinuxCNC által támogatott FPGA kártyák
A legtöbb be-/kimeneti (Mesa terminológia szerint Anything I/O) FPGA kártya 50-pines csatlakozó felülettel rendelkezik. Ezen a csatlakozón 24 be-kimeneti láb, ugyanennyi GND és a táp vezetékek (GND, Vcc) van. Az alábbi rövid felsorolásban találhatók a leggyakoribb 50 kivezetéses kártyák.
| Kártya neve |
kapuszám |
csatlakozók |
PC interfész |
| 5i20 |
200k |
3×50-pin csatlakozó, 72 pin |
PCI |
| 5i21 |
400k |
68 pin, 12xRS422/RS485, 10MB |
PCI |
| 5i22 |
1.0M vagy 1.5M |
4 csatlakozó, 96 pin |
PCI |
| 5i23 |
400k |
3 50-pin csatlakozó, 72 pin |
PCI |
| 5i25 |
400k |
2x DB25 csatlakozó |
PCI |
| 7i43 |
200k vagy 400k |
2 50-pin csatlakozó, 48 pin |
Parallel port interface |
| 3×20 |
1.0M, 1.5M vagy 2.0M |
6×50-pin csatlakozó, 144 pin |
PCI-E |
| 7i80HD |
2.0M |
3×50-pin csatlakozó, 72 pin |
Ethernet |
Megjegyzések:
A nagyobb kapuszámú FPGA összetettebb, bonyolultabb firmware-t képes futtatni.
Az interfész arra értendő, ahogy a kártya csatlakozik a PC-hez
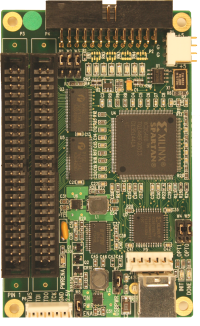
7i43 kártya:
3. Támogatott bővítő kártyák
3.1. 50-pin-es bővítő kártyák (az 5i25 kivételével az összes FPGA-hoz)
| Kártya típusa |
funkciója |
| 7i37 |
leválasztó I/O kártya |
| 7i42 |
leválasztó I/O kártya |
| 7i30 |
4 x 100 Watt H-híd 4I27,4I34,4I65,5I20,7I60 kártyákhoz |
| 7i40 |
dual 400W meghajtó |
| 7i29 |
dual 2KW H-híd 4I27 és FPGA kártyákhoz |
| 7i39 |
BLDC meghajtó |
| 7i44 |
8 csatornás RS-422 interfész |
| 7i47 |
12 csatornás mozgás vezérlő RS-422 interfész |
| 7i48 |
6 csatornás analóg szervó meghajtó enkóder bemenetekkel |
| 7I52S |
6 enkóder + 6 Step/Dir vagy PWM/DIR |
| 7I53 |
12 enkóder + 2 RS-422 interfész |
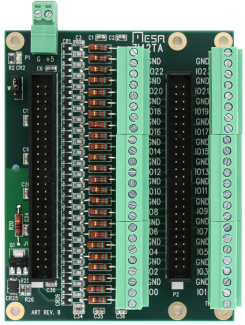
7i42 leválasztó kártya:
3.2. 25-pin-es bővítő kártyák (5i25-höz)
| Kártya típusa |
funkciója |
| 7i74 |
8 csatornás RS-422 interfész |
| 7i75 |
leválasztó I/O kártya |
| 7i76 |
5 Step/Dir + 48 leválasztott I/O + főorsó vezérlés + RS-422 port |
| 7i77 |
6 csatornás analóg szervó + 48 leválasztott I/O + RS-422 port |
| 7i78 |
4 Step/Dir + 48 leválasztott I/O + főorsó vezérlés + RS-422 port |
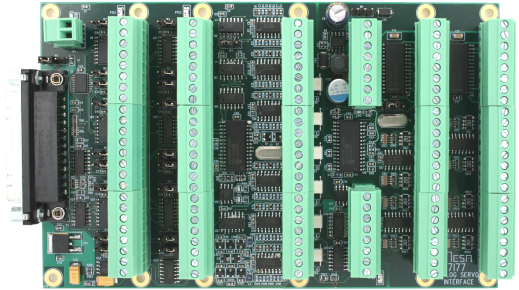
7i77 kiegészítő kártya:
4. Firmware konfigurációk és komponensek
Négy különböző funkcióból (komponensből) választhatunk a Mesa kártyák konfigurálásakor:
PWM jel: 3 láb (Out1, Out2, Not_Enable)
Step/Dir jel: 2 láb (Step, Dir)
Encoder jel: 3 vagy 4 láb (A, B, Index, Index-mask)
Általános I/O: 1 láb (tetszőleges funkció)
Ha a PWM, Enkóder vagy Step/Dir funkciókat választjuk akkor azok automatikusan létrejönnek a kimeneteken a firmware betöltésekor. Az összes fennmaradó láb pedig szabadon felhasználható be-/kimenet lesz.
Gyári firmware-ek a 7i43 (400k) kártyához:
| Firmware |
Enkóder |
PWM |
StepGen |
GPIO |
| SV8 |
8 |
8 |
0 |
0 |
| SVST4_4 |
4 |
4 |
4 |
0 |
| SVST4_6 |
4 |
4 |
6 |
0 |
| SVST4_12 |
4 |
4 |
12 |
0 |
| SVST2_4_7I47 |
4 |
2 |
4 |
24 |
A fenti táblázaból vegyük például a SVST4_12 jelű firmware-t a harmadik sorban:
az SVST4_12 azt jelenti, hogy gyári alapkonfigurációban van 4 PWM szervó vezérlésünk és 12 Step/Dir párosunk. A 4 szervó vezérlést lebontva kapunk 4 enkódert (A,B,Index) és 4 PWM vezérlést (Out1, Out2, Not_Enable). Ha ezt összeadjuk akkor eddig 24 be-/kimenetet használtunk el a 7i43-nál lehetséges 48-ból. A maradék 24 pontosan kiadja a 12 darab Step/Dir kimenetet. Persze ilyen kiépítettségű gépet senki sem épít (4 szervó hajtás és 12 léptető minden egyéb szükséges be-/kimenet nélkül), de szerencsére ennél sokkal rugalmasabban lehet kezelni a firmware konfigurációt.
Nézzünk azt a nagyon általános esetet, amikor van 3 léptetőmotorunk és hozzá egy kézikerék meg az összes szükséges be-/kimenet. A 3 Step/Dir jelpár elfoglal 6 lábat, a kézikerék mint enkóder elfoglal további 3 lábat, és a fennmaradó 39 láb megmarad végállás és referencia kapcsolókra, vészstop és tapintó bemenetekre, főorsó és hűtés vezérlésre, program indítás és leállítás gombokra és bármi másra amire szükség lehet.
A sorozat következő részében elindulunk egy konkrét 7i43 konfiguráció felépítésével.
A Mesa kártyákkal kapcsolatos kérdéseket a itt a Mesa fórumon várjuk.